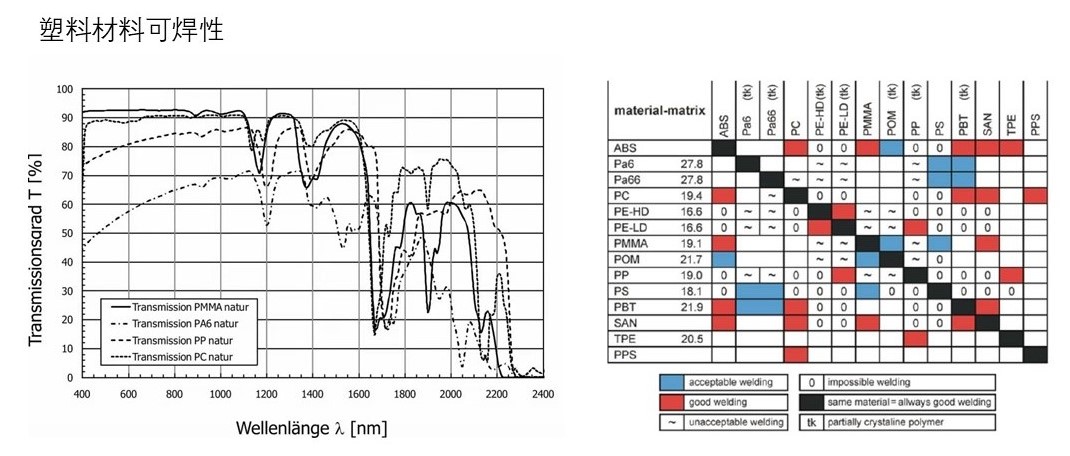
材料兼容性:
- 上下層材料需要有相似的物理與化學特性,例如類似的熔點和光學吸收特性,才能實現高品質焊接。
- 例如,PA66+GF30、PC+PC等材料常見於汽車和電子元件焊接中。
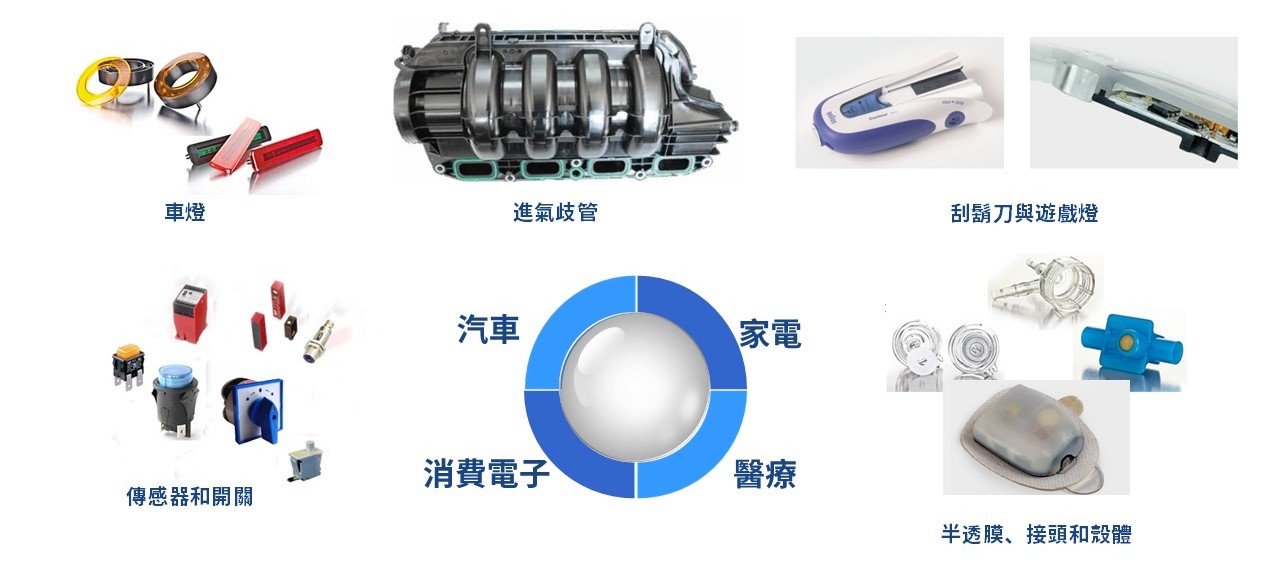
主要應用領域
-
電子與光通訊:
- 應用於傳感器、繼電器等高精度需求的元件。
-
汽車製造:
- 適用於車燈、進氣歧管、安全帶扣等高強度和高密封需求的部件。
-
醫療器械與消費品:
- 用於製作半透膜、接頭、剃須刀和游泳燈等高精度和高美觀要求的產品。
-
工藝與特殊製品:
- 應用於工藝禮品和高級消費品,例如精密眼鏡和鐘錶。

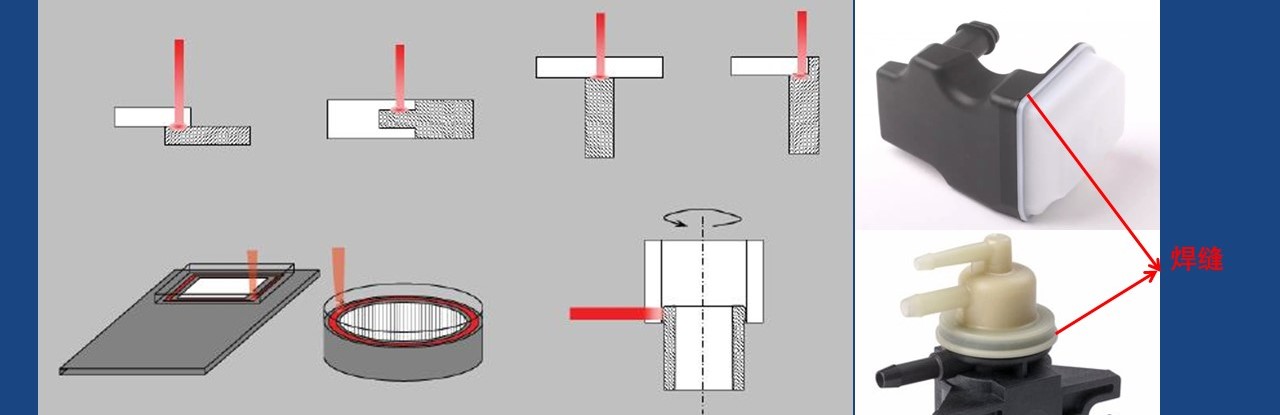
精確控制與穩定性:
- 溫度閉環高速回饋系統保證了焊接過程的穩定性,適用於2D和3D形狀產品的焊接。
- 焊接參數(如雷射功率、焊接速度、壓緊力等)可根據需求調整,確保不同應用場景下的最佳效果。
工藝流程
- 零件準備:清潔焊接表面以去除污物或脫模劑。
- 焊接過程:根據材料和設計選擇合適的焊接方法(如輪廓焊接、同步焊接等)。
- 測試與調整:檢測焊接品質並進行必要的參數優化,如增大功率或調整速度。